
Raka trappor – Projektering
Filtrering
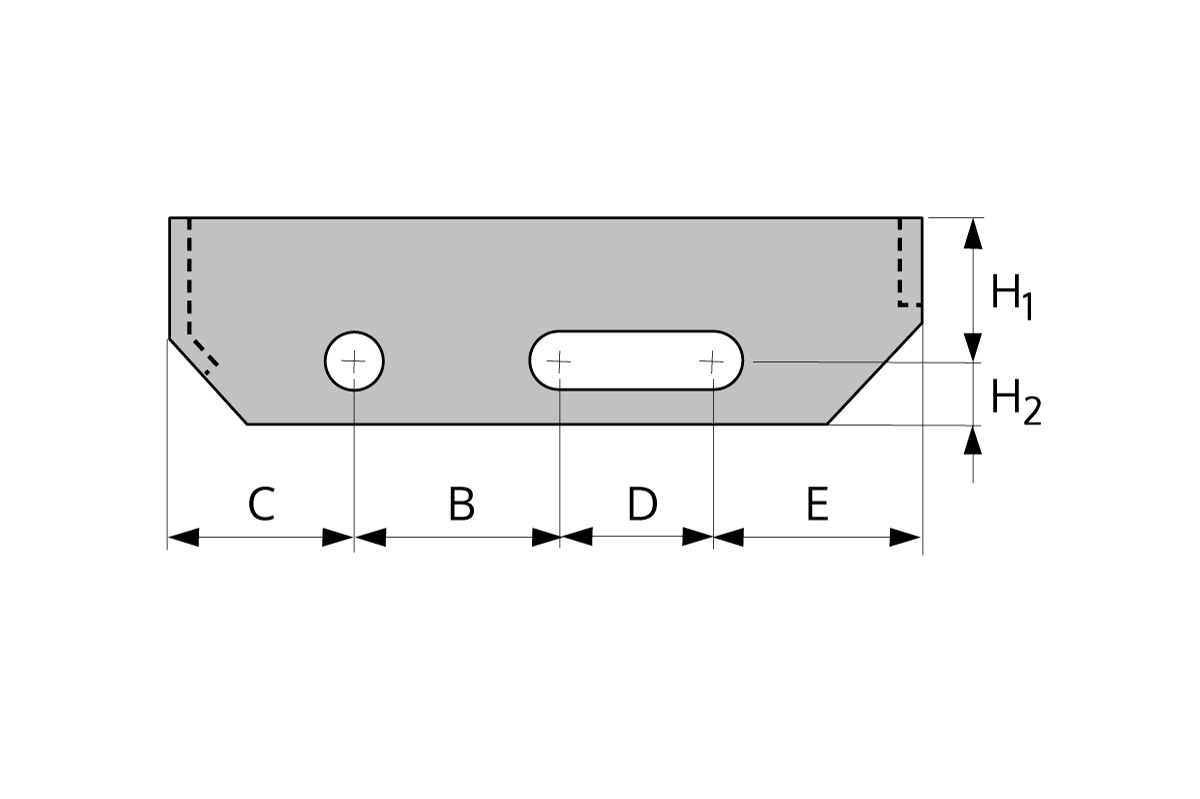
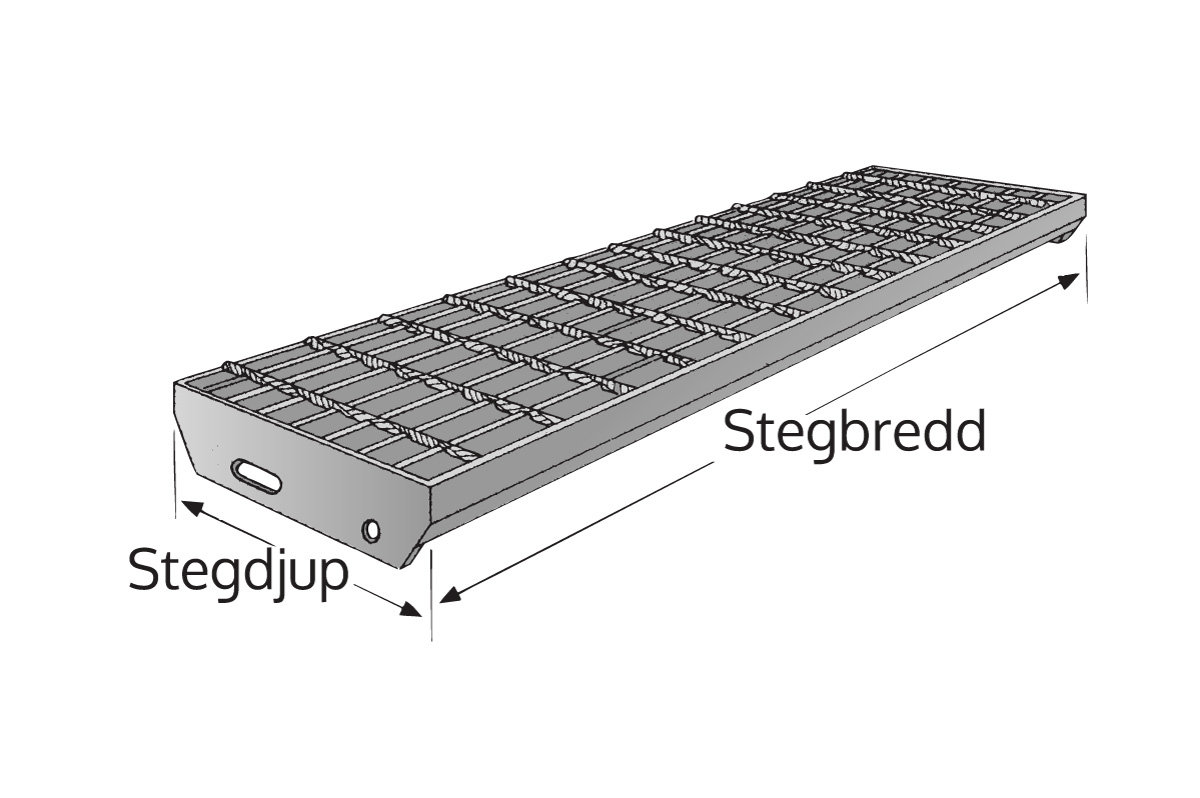
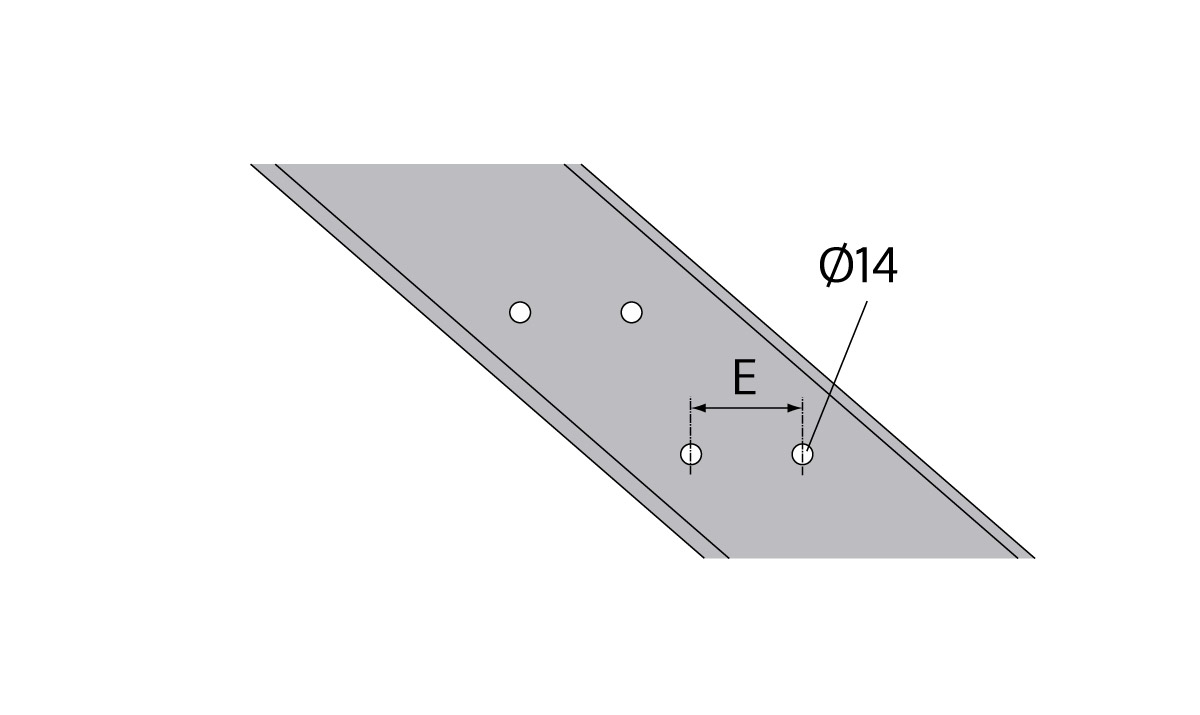
Mått på trappstegsgavlar – Gallerdurkssteg
Trappsteg har gavelhöjden 70 mm. Håldiameter Ø 14 mm för M12 skruv.
| Stegdjup mm | C | B | D | E |
| 130 | 50 | 25 | 15 | 40 |
| 160 | 50 | 37 | 35 | 38 |
| 200 | 50 | 65 | 35 | 50 |
| 230 | 50 | 77 | 35 | 68 |
| 260 | 50 | 83 | 35 | 92 |
| 300 | 50 | 115 | 35 | 100 |
| H1 = | 55 | |||
| H2 = | 15 |
Mått på plangavel – Gallerdurksplan
Planer har gavelhöjden 70 mm. Håldiameter Ø 14 mm för M12 skruv.
| Plangavel mm | C | B | D | E |
| 500 | 50 | 315 | 35 | 100 |
| 700 | 50 | 515 | 35 | 100 |
| 1000 | 50 | 390 | 35 | 100 |
| H1 = | 55 | |||
| H2 = | 15 |
Plangavel djup 500 – 700 mm
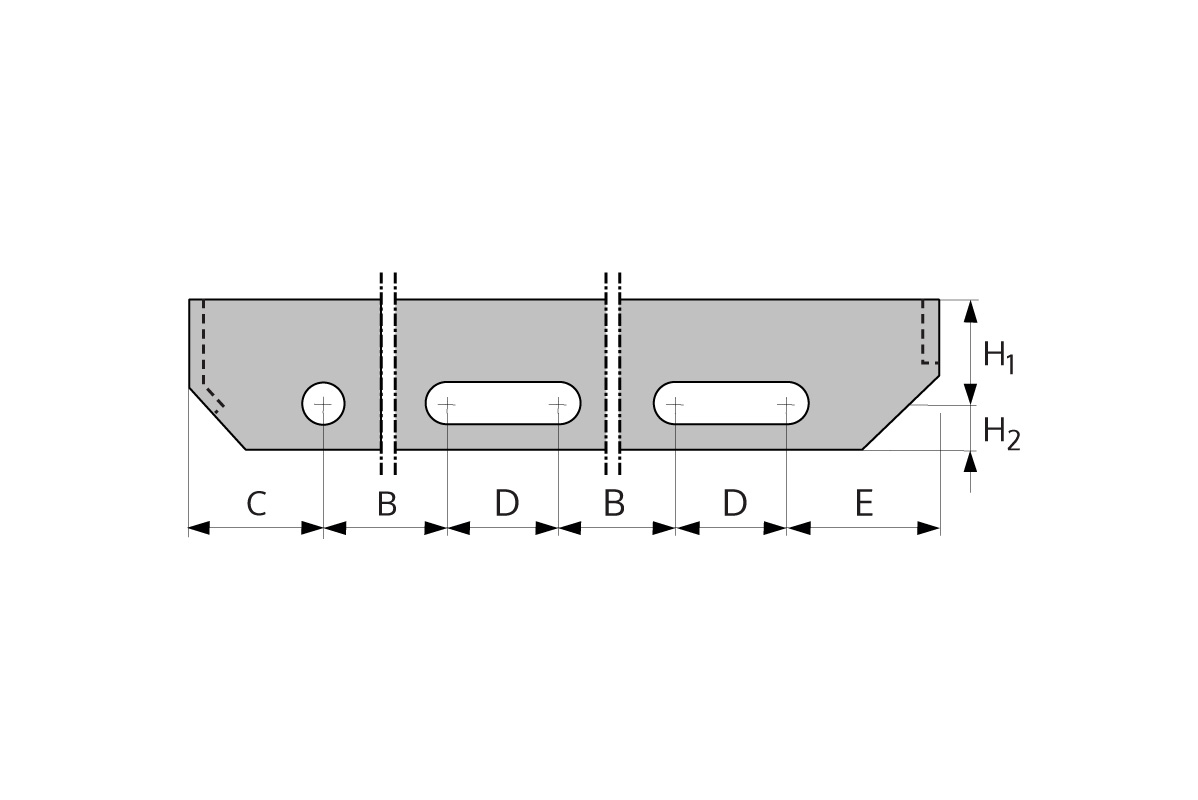
Plangavel djup 1000 mm
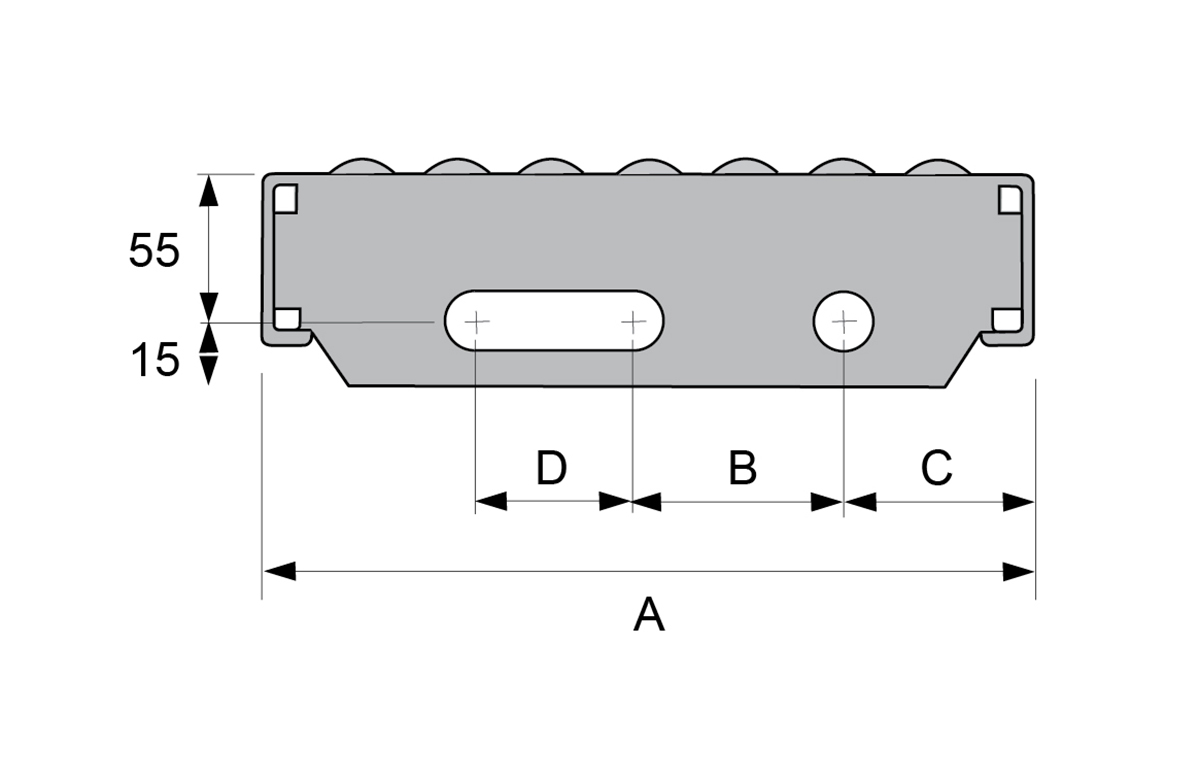
Trappstegsgavlar – Lättdurkssteg
Håldiameter Ø 14 mm för M12 skruv.
| Stegdjup mm | A | B | C | D | E |
| 200 | 200 | 65 | 50 | 35 | 92 |
| 260 | 260 | 84 | 50 | 35 | 92 |
| 300 | 300 | 116 | 50 | 35 | 120 |
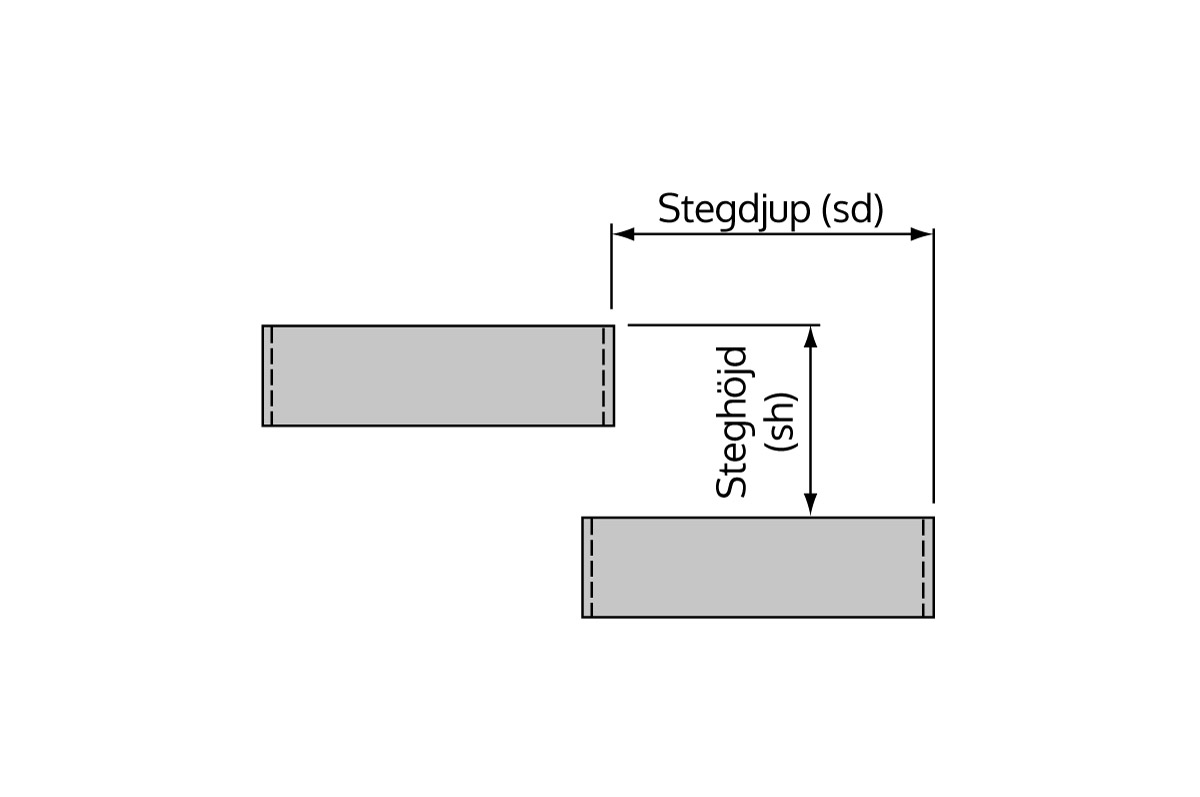
Välj rätt stegförhållande
För den som går i trappen är säkerheten och balansen två viktiga faktorer. De gäller därför att ha den lämpliga proportionen mellan steghöjd och stegdjup i trappen.
Två steghöjder plus ett stegdjup bör ligga inom intervallet 590 till 630 mm. Ett exempel för en trappa med steghöjd 180 mm och stegdjupet 250 mm ger 2×180 +250 = 610 mm vilket ligger perfekt inom intervallet 590-630 mm.
Föreskrifter och allmänna råd
När det gäller om- och nybyggnation, är Boverkets regelverk BBR (Boverkets Byggregler) i regel det styrande verktyget för exempelvis bredd på en utrymningstrappa, hur en ramp för rullstolsburna ska utformas eller hur en trappa i en offentlig miljö ska vara utformad för att vara tillgänglighetsanpassad. Om inte annat överenskommits följer vi alltid Boverkets Byggregler (föreskrifter och allmänna råd).